
Система обеспечения надежности роторного оборудования
Сергеев М.В., к.т.н.
Сфера Нефтегаз №3 2012
Оригинал статьи (pdf 5.57 Mб полная версия)
По данным аналитиков в нефтехимической отрасли до 60 % стоимости готовой продукции составляют расходы на содержание и эксплуатацию оборудования (РСЭО), в отличие от лёгкой промышленности, где эта цифра составляет лишь 15%. Приблизительно эти же цифры могут характеризовать РСЭО на других предприятиях непрерывного цикла производства. По оценкам экспертов МЧС средний износ оборудования в нефтехимической отрасли составляет 50 %, а по отдельным категориям до 80 – 100 %. В металлургии этот показатель превышает 60 %. Нельзя забывать о статистике аварий и катастроф. Аналитики из факторов, которые могут негативно повлиять на техногенную обстановку в стране, выделяют в первую очередь износ основных фондов, пик которого приходится на 2009-2012 годы. Опыт показывает, что точность подобных прогнозов доходит до 85-90%, а вероятность техногенных катастроф ежегодно возрастает на 3-10%. В таких условиях возникновение техногенных аварий является лишь вопросом времени. В этой статье пойдёт речь о том, как и каким образом можно организовать систему эксплуатации оборудования таким образом, чтобы сократить расходы на содержание и эксплуатацию оборудования, а также косвенно повлиять на сокращение ряда других статей расхода предприятия. Важной частью при реализации подхода обслуживания оборудования, ориентированного на надёжность, являются системы расширенного вибромониторинга, в т.ч. выпускаемые предприятием ННП “ТИК”.
Проблема обеспечения надёжности технологического оборудования имеет большое значение особенно для предприятий непрерывного цикла. Существует большое количество подходов к решению поставленной проблемы. При использовании того или иного подхода необходимо учитывать специфику предприятия, в противном случае рациональное и эффективное на большинстве схожих предприятий решения могут иметь отрицательный эффект на вашем предприятии.
Приведем пример: на одном из предприятий для некоторых категорий оборудования была внедрена прогрессивная система обслуживания по фактическому состоянию (ОФС), но подготовительные организационные работы не были проведены должным образом. Не была учтена особенность системы ОФС, а именно то, что после сигнала системы, обслуживание тревожного оборудования должно быть проведено в кратчайшие сроки. В результате из-за задержек в принятии решений, традиционных для данного предприятия, ОФС превратилась практически в реактивное ТО с соответствующей статистикой отказов и аварий.
Технические решения НПП «ТИК»
В нефтегазовой и нефтехимической промышленности более 30 % рабочего времени и ресурсов ремонтных подразделений предприятий занимают работы по обслуживанию роторного оборудования. Статистика причин потерь продукции говорит о том, что более 40% - это механические неисправности оборудования, около 20% это ошибки эксплуатации и менее 30% приходится на стихийные бедствия, конструктивные недоработки и несоблюдение технологического процесса. Основные источники незапланированных остановов, по данным зарубежных компаний, это газовые турбины и компрессоры – около 10 остановов в год. Двигатели, насосы и электрогенераторы более надежны (2-3 остановов в год). Учитывая приведенную статистику, мы предлагаем решение для обеспечения надёжности роторного оборудования (стационарные и переносные системы).
К техническим решениям, которые может предложить наша компания, относятся следующие методики неразрушающего контроля:
- анализ геометрии;
- анализ состава структуры и твердости;
- вибродиагностика;
- ультразвуковые методы контроля;
- визуальные и теплоовизионные методы;
- анализ дефектов смазочных материалов.
Существует классификация методов неразрушающего контроля по времени фиксации дефекта с момента его зарождения (рис. 1).
Рис. 1. Классификация методов неразрушающего контроля по времени определения дефекта
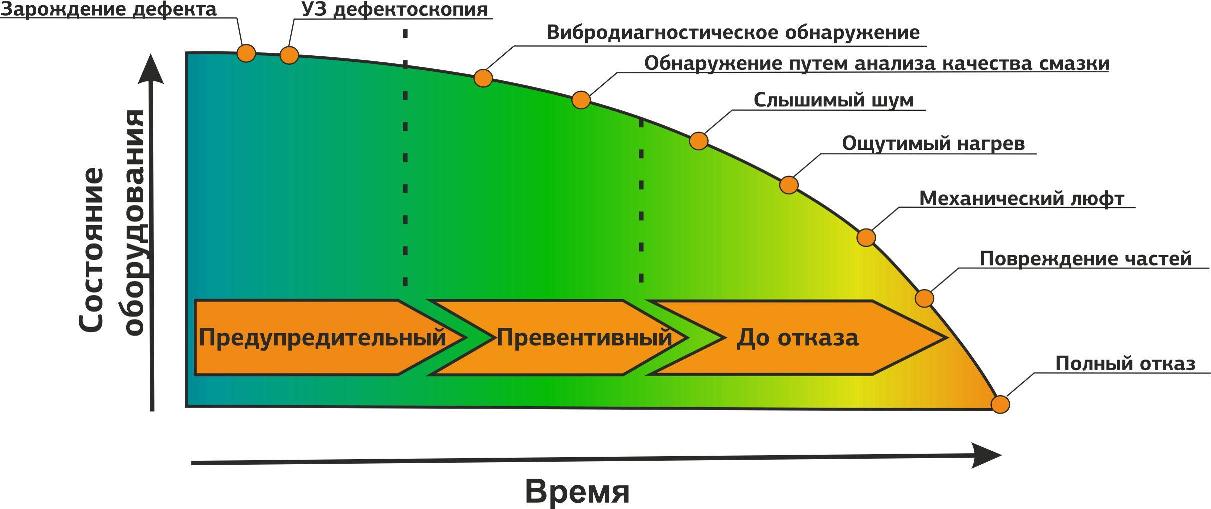
В соответствии с приведенной классификацией можно сказать, что наше оборудование, а именно стенд входного контроля подшипников СВК-А, применим при прогнозировании, а стационарные и переносные системы применимы для предупреждения и противоаварийной защиты (ПАЗ) оборудования.
По мнению специалистов нашей компании наиболее эффективным средством контроля состояния наиболее ответственного роторного оборудования являются стационарные системы. Например, такие программно-аппаратные комплексы, как выпускаемая нашим предприятием система расширенного вибромониторинга TIK-RVM. Система TIK-RVM создана для контроля текущих технологических параметров работы оборудования и осуществления функций многоуровневой настраиваемой ПАЗ. TIK-RVM также способна прогнозировать развитие ситуации, оценивать остаточный ресурс, формировать отчёты и, в конечном счёте, экспортировать эту информацию в электронные системы планирования деятельности и управления активами предприятия (EAM и ERP).
Система позволяет проводить непрерывные измерения и анализ параметров вибрации и механического состояния любых технологических и производственных объектов, необходимых для перехода на обслуживание по техническому состоянию. В зависимости от пожеланий заказчиков, система комплектуется каналами измерения температуры, виброускорения, виброперемещения, осевого сдвига ротора, теплового расширения ротора и т.д. Специалист вибродиагност может использовать привычные для него инструменты для диагностики того или иного оборудования. ПО системы предоставляет следующие возможности:
- расчёт среднеквадратичных значений;
- отображение трендов и спектров;
- полосовые фильтры (подшипники, передачи);
- расчёт пик-фактора и коэффициента эксцесса (островершинности);
- отображения кепстера (псевдокорреляционной функции) и рахмоник;
- прорисовка орбит (фазовых диаграмм) и автоматический контроль балансировки;
- контроль состояния агрегата по методу ударных импульсов и т.п.
Входной контроль
Подшипниковые опоры и подшипники качения в частности являются наиболее ответственным звеном в обеспечении надёжности динамического оборудования. С выходом на свободный рынок проблема качества подшипниковой продукции в России приобрела особую актуальность в связи с появлением на рынке значительного количества низкокачественной продукции, в том числе, зарубежного производства.
Технология СВК-А занимает особое положение в линейке существующих решений. Десятки сложных технических решений были опробованы нашими специалистами в процессе создания СВК-А. Более сотни тысяч испытаний и замеров были выполнены нами в поиске наиболее объективных методов оценки качества продукции.
Таким образом, СВК-А – это уникальная наукоёмкая технология высокого уровня, оценивающая качество продукции, как по уровню вибрации, так и по остаточному ресурсу и коэффициенту эксцесс. Программное обеспечение стенда точно и безошибочно указывает такие скрытые дефекты как качество смазки, микроповреждения контактных поверхностей, отклонения позиционирования тел качения и т.д. Многолетний опыт использования стенда на различных российских предприятиях подтвердил высокий уровень достоверности и эффективности применяемых методов и технологии, а также эргономическое качество и эксплуатационную технологичность, как стенда СВК-А, так и разработанного программного обеспечения.
На предприятиях внедривших СВК-А было отмечено увеличение межремонтного интервала оборудования, на котором устанавливались подшипники прошедшие проверку. Многие предприятия, получив значительный эффект от внедрения технологии контроля перешли на 100% проверку всей поступающей подшипниковой продукции на стенде СВК-А. Технология органично вписывается в подход обслуживания оборудования ориентированного на надёжность (RCM).
Выводы
По оценкам специалистов в области обеспечения надёжности оборудования внедрение ЕАМ систем реализующих RCM подход способствует:
- сокращению затрат ТОиР на 20-30%;
- сокращению времени ТОиР на 15-17%;
- снижению стоимости аварийных работ на 20 – 31%;
- уменьшению времени сверхурочных работ на 22%;
- росту доли плановых ремонтов до 80%;
- повышению производительности на 29 – 30%;
- сокращению сверхнормативных ремонтных позиций в складских запасах на 10 – 21%;
- уменьшению случаев отсутствия на складе ремонтных позиций на 29%;
- сокращению времени ожидания материалов, необходимых для проведения ремонтных работ на 29%;
- сокращению объёмов срочных закупок на 29%;
- повышению коэффициента готовности оборудования на 17%;
- сокращению численности обслуживающего персонала – 18%.
Print information
back to items list



 New product!
New product!


